


ayx爱游戏粉体等静压成型模具胶套夹具工装全套设计,等静压胶套选高分子聚氨酯材质好,全套设计,复杂形状等静压成型模具,精准成型模具,工装夹具。密封结构设计,精准成型设计,弹性模具硬度选择,工装夹具的设计,保证成型精度。专用聚氨酯材质的等静压胶套模具在性能和性价比方面的碾压式优势!针对等静压模具专门研发的聚氨酯高分子材料,具有塑性好,弹性好,抗油、耐水和抗氧化老化性能好的特点。体现在等静压成型生产中,就是成型精准,表面光滑,使用寿命长。根据使用情况,有针对性的解决方案,包括设计,胶套,工装吊装等夹具的制造。当然,一般聚氨酯制品企业用常规聚氨酯材料粗制滥造的所谓等静压模具,是不能实现那些优点的。在粉末充填过程中, 颗粒较大的粉末容易在较小的颗粒表面上滚动, 多集中于模腔的边缘部位, 致使模腔内的粉末粒度产生偏析, 成型时导致压缩比不均匀, 压坯尺寸形状将很难控制。为避免粉末以自由落下状态而出现粗细颗粒堆积不均现象, 通常采用的方法是, 通过装料漏斗, 使粉末从模腔底部开始充填, 将模具置于升降台上, 或将料斗挂在提升装置上。为提高粉末的充填密度, 使充填密度保持一致, 并保证充填工艺的重复性, 常用手工捣实, 机械振实方法来实现。小型坯件与批量小的适宜用手工捣实法; 大型压坯和批量大的生产宜用机械振实法。一边装料, 一边振动, 效果较好。
不同的材料,所需成型压力也不同,一般需通过实践或经验来选定。例如,压制高压电瓷塑性料时,最佳压力为100~120MPa,压制氧化锆、95%氧化铝料时为180 - 200MPa。保压时间是根据坯件截面积尺寸大小来确定的,一般为0-5min。对于压制壁厚、尺寸大的坯件,保压可以增加颗粒的塑性变形,从而可提高坯件密度,一般可提高2% - 3%,同时使坯体内外密度均匀一致。泄压速度是一个十分重要的工艺参数,如果泄压速度控制不当,就可能由于压坯的弹性后效、塑性包套的弹性回复、压坯中的气体膨胀等原因而导致坯体开裂。在具体的加压操作过程中,升压、保压、泄压工艺应根据粉末特性、产品形状和尺寸、装料振实密度、包套粉末有无除气、包套壁的厚薄等因素来决定。
脱模被压制成型后的坯件,塑性包套回弹与坯体分离,刚性芯模由于坯体的弹性后效作用,坯件与芯模形成0.2 -0.3 mm的间隙,在正常情况下可顺利脱模。在脱模的操作过程中应细心,做到轻拿轻放,防止碰撞和损坏。
坯件尺寸和性能检测 坯件的形状尺寸是否符合要求、坯体切削余量的大小,取决于模具的结构设计,压坯粉末的性质、模具的表面光洁度、粉末在模腔中充填均匀性、成型压力、升压速度、包套的质量、压坯截面尺寸和压缩比等。在冷等静压成型中,要保持这些因素的恒定是比较困难的。因此,为了保证制品的形状尺寸,在一般情况下都留有一定的加工余量。对于生坯强度不够高的成型坯体,直接用来切削加工容易损坏,可通过素烧来提高坯体强度,再进行切削加工。对坯件的检查,主要是检查有无层裂、开裂,壁厚是否一致,表面有无伤痕、杂质等缺陷。

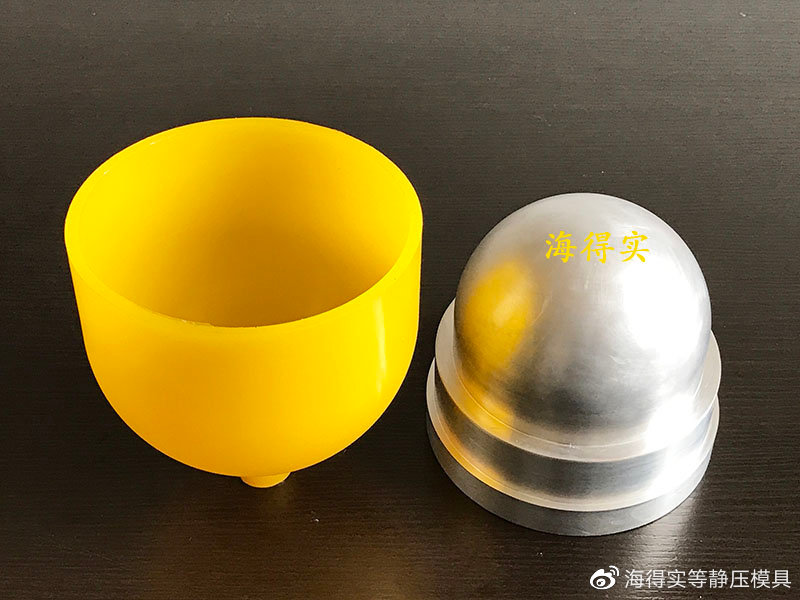
氧化铝陶瓷管生产企业采用的成型工艺是等静压成型,其原理是:利用液体介质不可压缩性和均匀传递压力性,将配好的坯料装入塑料或橡胶做成的弹性模具内,置于高压容器中,密封后,通过压力泵注入高压液体介质,压力传递至弹性模具对坯体加压。 等静压成型具有成型质量高,成型形状复杂。压力作用效果好、坯体密度高且均匀。烧成收缩小、模具成本低、生产效率高等突出优点。等静压机由于其优良的性能在磁性材料、陶瓷ayx爱游戏、硬质合金、高温耐火材料、稀土永磁、碳素材料、稀有金属粉末等行业得到广泛应用。
等静压是将预压好的坯料包封在弹性的橡胶模或塑料模具内,并将其放在高压容器施加高压液体,使其形成坯体,这种细说来应该叫做湿式等静压,它是等静压成型方法的一种类型。这种类型适合多品种、形状复杂、产量小和大型的产品。 另外,还有一种类型是干式等静压,干式等静压的模具是半固定式的,添加坯料和取出都在干燥状态下进行。这种方式适合于形状简单的长形、管状制品。 氧化铝陶瓷的等静压成型法模具制作方便、寿命长、成本低;可以成型以一般方法不能生产的形状复杂,大件及细长的氧化铝陶瓷产品,而且质量好;压力作用效果比其他干压方法好;可以少用甚至不用粘结剂;不易变形。